Influence of forced material in roller compactor parameters I.
24. August, 2009, Autor článku: Krok Alexander, Elektrotechnika, Strojárstvo
Ročník 2, číslo 8  Pridať príspevok
Pridať príspevok
 In the chemical, pharmaceutical and food industry, many problems in transport, storage and handling of pulverised products are caused by formation of dust. Using roll-type presses to compact such materials, dust-free products can be realised. The operating conditions are mostly found in experiments and cannot be transferred by scaling up. Starting with the theory of Johanson, a differential equation can be derived from the equilibrium conditions of the rollers. It describes the stress function in relation to geometric parameters and the plastic yield laws of the material. The boundary conditions and the influence of different parameters will be discussed. It was interesting for us to analyze the effects of the forced material into roll gab, roll diameter, roll force and so on. For practical view was model created in program C++. Is it better, that user don’t must know calculator and he can receive results of simulate algorithm.
In the chemical, pharmaceutical and food industry, many problems in transport, storage and handling of pulverised products are caused by formation of dust. Using roll-type presses to compact such materials, dust-free products can be realised. The operating conditions are mostly found in experiments and cannot be transferred by scaling up. Starting with the theory of Johanson, a differential equation can be derived from the equilibrium conditions of the rollers. It describes the stress function in relation to geometric parameters and the plastic yield laws of the material. The boundary conditions and the influence of different parameters will be discussed. It was interesting for us to analyze the effects of the forced material into roll gab, roll diameter, roll force and so on. For practical view was model created in program C++. Is it better, that user don’t must know calculator and he can receive results of simulate algorithm.
Introduction
Roll compaction of granular solids is an industrial process used to compact a powder to a product of high homogeneous density and strength. At the end of the 19th century roll press compaction was initially developed to produce coal briquettes, but today the process has been widely adopted by mass production industries such as food processing, metallurgical, chemical, ceramic, semi-conductor as well as pharmaceutical and even more recently waste recycling. The main principle behind roll press compaction is that compressible granular solids become compact when they are exposed to high stresses from applied pressure between two rolls rotating in the opposite directions.
Currently, there exists a lack of understanding of roll press powder compaction technology due to the complexity of the system which results in large scale use of empirical knowledge rather than scientific theory. While it is possible to achieve optimum performance using these trial-and-error techniques, the operating costs and time become a important factor especially within pharmaceutical industry where the material’s value and desired quality are high. Moreover, the use of basic physical data, such as compressibility and compactibility (ability to cohere into compacts), in formulation work in order to predict compacting behavior of particle matter is limited. An improved theoretical understanding of powders and the rolling compaction process will enable a more rational approach to the creation of powder compacts.
There are many publications about compacting and briquetting however most of these articles are focused on some process improvements e.g. providing of adequate material input between the rolls, venting of the material etc. J.R Johanson is one of the first to attempt to describe the rolling compaction of powders. His work serves as the basis for beginning research in this field. Moreover, it can provide essential boundary conditions for other models. There is a lot of critical comments on Johanson’s theory especially about briquetting so what is exactly describing like modified compaction process and compressibility of the granular particles in the compactor which are replaced by the curve line of compressibility gained from the unaxial compressibility.
Currently many efforts are placed on collecting experimental roll press data and characterizations of powders and compacts, which are both necessary for evaluating the quality of theoretical results. The general problem is that characteristics of particulate material are not well definable, difficult to measure and moreover they change as the powder undergoes compaction. Characterization of the flowability of a particular material consists in the relationship between shear strength and the compacting stress acting on it. This information is attained by experiment using a Jenkie shear tester or an annular shear cell tester. This shear strength is dependent on bulk density which is determined by the compaction force to which the powder has been subjected. However, the applied stress in rolling compaction has not the same order like in the available tester, therefore their measurement may just be applicable for low compaction pressures [2,3].
This method also provides cohesion, which is related to the shear stress required to cause failure of the compacted to material when is subject to zero normal force. Another property is the wall friction describing the interaction between the particulate material and the surface it is in contact with, This property can also be measured by modifying the above instruments. Although the above tests attempt to measure the tribological properties, friction is still one of the major unresolved issues in representation and influence in powders especially while undergoing compaction. It is believed that friction affects, and is not constant throughout, densification which poses difficulties inpostulating a system model. Furthermore, the powder can also be characterized by the yield stress limit function such as Mohr-Coulomb yield criterion which describes the relationship between pressure and failure or shearing of the powder.
The presented report deal with the theoretical design of compactor using the mathematical model proposed by Johanson which express the relation between the material properties, the dimension of compactor and the operation conditions. The projection of the compactor assume that the temperature and pressure needed for compaction are known from previous work. It is assumed that the material is isotropic, compressible and it behaves according to the function of the effective flow suggested by Jenikem and Shieldom[4]. The function of effective flow for the plane tensity which is used for the compactor projection between the rolls is completely described by the effective angle of internal friction 
Theory – Model of compaction process in the roller press
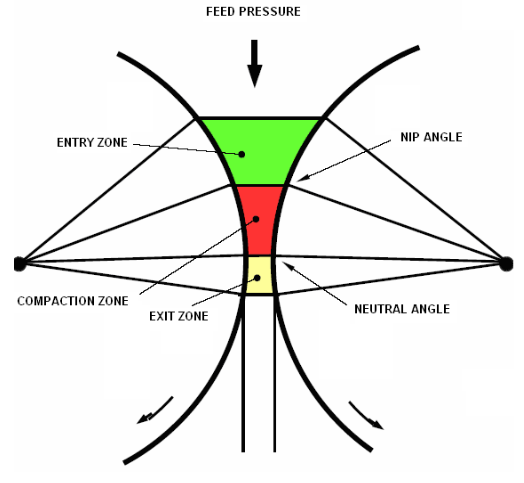
Figure 1 Schematic diagram of the roll compaction process [1]
The compaction process can be divided into three zones defined by the behavior of the material (Fig. 1). In the first zone, feeding or entry zone, the densification is solely due to the rearrangement of particles under relatively small stresses created by the feeding method. In the second zone, compaction zone, particles fracture and/or deform plastically under heavy stress provided by the rolls. This region is believed to began at a point called the nip angle where the powder no longer slips and begins to stick to the wall. As a result the compaction zone is also referred to as the Nip Region. The final zone, the exit zone, is a region of a great decrease in pressure as the compact is ejected and can expand due to elasticity. As the material is pushed out of the process zone, it picks up speed and begins to move faster than the roller. This increase in speed causes slip in the opposite direction before product finally loses contact with the roller. The beginning of the ejection region is sometimes referred to as a neutral point because it sets the boundary between the region where the material moves at the same speed as wall surface it comes in contact with and the region where the material moves faster than the roll. This angle is generally observed not to coincide with the point where the gap is the smallest but rather just prior to it due to minor slip of compact upon ejection. Moreover, the natural point is also believed to be the point of maximum pressure. It is important to mention the effects of friction on the system since it is the principal mechanism by which the powder is pulled into the roll gap. The friction forces acting on the strip are greater in the region where the roll moves faster that the material.
Johanson [5, 6] model describes the stress function in relation to geometric parameters and the plastic yield laws of the material undergoing continuous shear deformation between rolls. His theory is based around the fact that the process can be divided into distinct zones where the powder behaves in a unique and determinable fashion. These regions are as follows:
-
Initially the powder is pushed towards the region between the two rolls with a constant pressure by the use of a screw feeder or gravity-fed hopper. Here the powder has the bulk material properties and does not change in density due to gravity.
-
As the powder moves into the gap, it begins to press against the wall of the roll but not with enough pressure to prevent slipping. In this zone, also called the slip region, the powder experiences relatively little shear deformation.
-
At some point along the surface of the roll, the powder stops slipping and starts to travel with the same velocity as the roller. Johanson calls this point Nip Angle, a.
-
The nip angle marks the beginning point of the compaction zone, or the nip region (Fig. 1). Here the powder becomes drawn in between the two rolls which exert pressure on the powder forcing it to undergo continuous shear deformation until it is compacted to the thickness equal to the smallest part of the region between the rolls, the gap size. In this region the powder is assumed to “stick” to the roll surface or have the same velocity as the roller.
Following the compaction the material enters the exit region where its velocity is greater than that of the rollers. At this point the compact is believed to expand, although Johanson notes that this expansion is quite small and assumed to be negligible. Johanson model can be used to calculate the maximum pressure exerted on the material being compacted. This pressure peak occurs at the smallest part of the gap (
The model also provides means for calculating roll force and torque. In his equations, Johanson includes an approximation that describes rolls with pockets or indentations; However, for the purpose of this paper, the roll surfaces are assumed to be pocket less. Following list displays assumptions used in the work of Johanson.
- Material is isotropic, frictional and cohesive.
- Material undergoes continues shear deformation into a solid mass.
- Rollers are rigid.
- Circumferences of the rollers are much larger then the contact area.
- Continuous plain-strain deformation.
- Friction between powder and roll surface is Coulomb friction.
- Weight of material is negligible when the press is force-fed.
Johanson introduced Jenike’s model for steady state flow in the theory of roller press compaction. The Jenike and Shield effective yield criterion (Eq. 1) applies to a region between the rolls where the powder slips against the roll surface. The yield behavior of the powder is described by the internal friction angle 
 = \frac{\sigma_1 - \sigma_2}{\sigma_1 + \sigma_2}") |
(1) |
This region begins where the powder initially makes contact with roll surface, 



 |
(2) |
The feed angle
 |
(3) |
The Jenike-Shield yield criterion (effective yield locus) for the slip region is represented graphically in figure. 2.

Figure 2 Jenike-Shield yield criterion for the slip region
This figure also displays the wall yield locus which describes the friction condition at the powder-roll surface contact. This friction is normally given as the slope, 


The difference between the frictional forces in the two regions produces a net frictional force that pulls the powder into the roll gap. Generally, if the wall friction coefficient is too low, the material cannot be drawn through the roll press. The calculation of the nip angle is the first step to the design of the compactor according to Johanson’s theory and this angle is calculated by numerical method. Figure 2 illustrates the calculation of nip angle.
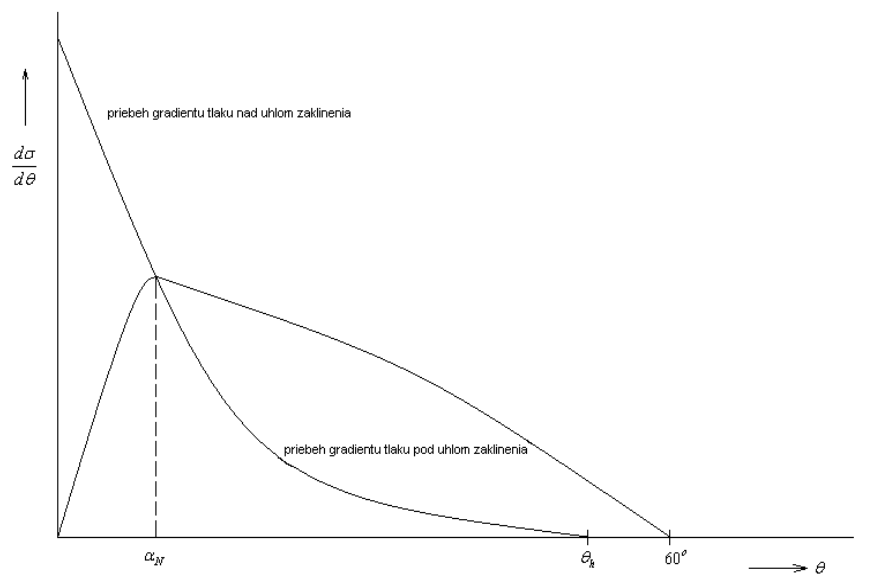
Figure 3 Determination of nip angle
Johanson’s model was based on the Jonike yield criteria for steady-state particle flow in silos and hoppers. The yield locus was combined with the equilibrium equations to give a system of partial hyperbolic differential equations, which can be solved using appropriate boundary conditions. Assuming slip occurs along the roll surfaces in the feed region, he showed that the pressure gradient in the slip region is given by the following relationship
![\Big ( \frac{d \sigma}{d \theta} \Big)_{Slip} = \frac{-4 \sigma \Big ( \frac{\pi}{2} - \theta - \lambda \Big ) \tan \delta \cos \theta }{\Big ( 1 + \frac{s}{D} - \cos \theta \Big ) [ \cot (A - \nu] - \cot (A + \nu]}](http://s0.wp.com/latex.php?latex=+%5CBig+%28+%5Cfrac%7Bd+%5Csigma%7D%7Bd+%5Ctheta%7D++%5CBig%29_%7BSlip%7D+%3D+%5Cfrac%7B-4+%5Csigma+%5CBig+%28+%5Cfrac%7B%5Cpi%7D%7B2%7D+-+%5Ctheta+-+%5Clambda+%5CBig+%29+%5Ctan+%5Cdelta+%5Ccos+%5Ctheta+%7D%7B%5CBig+%28++1+%2B+%5Cfrac%7Bs%7D%7BD%7D+-+%5Ccos+%5Ctheta++%5CBig+%29+%5B+%5Ccot+%28A+-+%5Cnu%5D+-+%5Ccot+%28A+%2B+%5Cnu%5D%7D++&bg=ffffff&fg=000000&s=2 "\Big ( \frac{d \sigma}{d \theta} \Big)_{Slip} = \frac{-4 \sigma \Big ( \frac{\pi}{2} - \theta - \lambda \Big ) \tan \delta \cos \theta }{\Big ( 1 + \frac{s}{D} - \cos \theta \Big ) [ \cot (A - \nu] - \cot (A + \nu]}") |
(4) |
where 


^K = \Big ( \frac{V_m}{V_{\theta}} \Big )^K") |
(5) |
where K is the compressibility factor that is determined from the slope of logarithmic plots of the density as a function of pressure in uniaxial compaction. The pressure gradient for the nip condition is given by
![\Big ( \frac{d \sigma_{\theta}}{d \theta} \Big )_{Nip} = \frac{K \sigma_{\theta} {\big ( 2 \cos \theta - 1 - \frac{s}{D} \big ) \sin \theta }}{\big [ \frac{d}{D} + \big ( 1 + \frac{s}{D} - \cos \theta \big ) \cos \theta \big ]} .](http://s0.wp.com/latex.php?latex=+%5CBig+%28+%5Cfrac%7Bd+%5Csigma_%7B%5Ctheta%7D%7D%7Bd+%5Ctheta%7D+%5CBig+%29_%7BNip%7D+%3D++%5Cfrac%7BK+%5Csigma_%7B%5Ctheta%7D+%7B%5Cbig+%28+2+%5Ccos+%5Ctheta+-+1+-+%5Cfrac%7Bs%7D%7BD%7D+%5Cbig+%29+%5Csin+%5Ctheta+%7D%7D%7B%5Cbig+%5B+%5Cfrac%7Bd%7D%7BD%7D+%2B+%5Cbig+%28+1+%2B+%5Cfrac%7Bs%7D%7BD%7D+-+%5Ccos+%5Ctheta+%5Cbig+%29+%5Ccos+%5Ctheta+%5Cbig+%5D%7D+.+&bg=ffffff&fg=000000&s=2 "\Big ( \frac{d \sigma_{\theta}}{d \theta} \Big )_{Nip} = \frac{K \sigma_{\theta} {\big ( 2 \cos \theta - 1 - \frac{s}{D} \big ) \sin \theta }}{\big [ \frac{d}{D} + \big ( 1 + \frac{s}{D} - \cos \theta \big ) \cos \theta \big ]} .") |
(6) |
Johanson proposed that the pressure gradients in the slip and nip regions are equal at the nip angle α, thus
_{Slip} = \big ( \frac{d \sigma}{d \theta} \big )_{Nip}") |
(7) |
The point of intersection of the pressure gradient curves figure. 3 corresponds to the nip angle. Hence, 
![\frac{4 \big ( \frac{\pi}{2} - \theta - \lambda \big ) \tan \delta }{ [\cot (A - \nu) -\cot (A + \nu)]} = \frac{K \big ( 2 \cos \theta -1 - \frac{s}{D} \big ) \tan \theta}{\cos\alpha}](http://s0.wp.com/latex.php?latex=%5Cfrac%7B4+%5Cbig+%28+%5Cfrac%7B%5Cpi%7D%7B2%7D+-+%5Ctheta+-+%5Clambda+%5Cbig+%29+%5Ctan+%5Cdelta+%7D%7B+%5B%5Ccot+%28A+-+%5Cnu%29+-%5Ccot+%28A+%2B+%5Cnu%29%5D%7D+%3D+%5Cfrac%7BK+%5Cbig+%28+2+%5Ccos+%5Ctheta+-1+-+%5Cfrac%7Bs%7D%7BD%7D+%5Cbig+%29+%5Ctan+%5Ctheta%7D%7B%5Ccos%5Calpha%7D++&bg=ffffff&fg=000000&s=2 "\frac{4 \big ( \frac{\pi}{2} - \theta - \lambda \big ) \tan \delta }{ [\cot (A - \nu) -\cot (A + \nu)]} = \frac{K \big ( 2 \cos \theta -1 - \frac{s}{D} \big ) \tan \theta}{\cos\alpha}") |
(8) |
For the known distribution of the pressure between the rolls we know to calculate general „spacing“ force using the following relationship:
 |
(9) |
when ")
 |
(10) |
For the calculation of the general „spacing“ force F and the torsion moment Mk the geometrical dimensions are needed (s/D, d/D, B, and also K and 
 |
(11) |
where
 \cos \alpha_{N}}{\frac{d +s}{D}} \Bigg )^K ,") |
(12) |
 |
(13) |
for R1
 \tan \delta}{\bigg ( 1 + \frac{s}{D} - \cos \theta \bigg ) (\cot (A - \nu) - \cot (A + \nu))} \cos \theta d \theta \Bigg \} .") |
(14) |
The second part of this paper is at this link. The second part covers results of this work.
References
- BALCASKI, M. : Numerical methods for predicting roll press powder compaction parameter. Ecole. : Des Mines D’Albi- Carmaux. : France, 2003
- HUBERT, M. : Aplikácia rovníc stlačiteľnosti v teórii návrhu kompaktora. : STU, 2000
- CUNNINGHAM, J. C. : Experimental Studies and Modeling of the Roller Compaction of Pharmaceutical Powders. : Drexel Univerzity, 2005
- JENIKE, A. W. – SHIELD, R. T. : On the plastic flow of coulomb solids beyond original failure. : Journal of Applied Mechanics, 1959, 26 s
- JOHANSON, J. R. : A Rolling Theory for Granular Solids. : Journal of Applied Mechanics, Transactions of ASME, 1965, s. 842-848
- JOHANSON, J. R. : Factors Influencing the Design of Roll-Type Briquetting Presses. Proceedings of the 9th Biennial Conference : The International Briquetting Association : 1965, s. 17-31
- Matlab Online Manual version 6.1.0.450 Release 12.1
Index symbol
| A | substitution relation | (1) |
| B | width roll | (m) |
| D | roll diameter | (m) |
| d | average gravity canal on the surface roll | (m) |
| F | spacing force | (N) |
| K | compressibility constant for granular solid | (1) |
| M | torque | (N∙m) |
| Pm | max. horizontal pressure | (Pa) |
| P0 | input pressure | (Pa) |
| s | roll gap | (m) |
 |
pressure on axis x | (Pa) | |
nip angle | (rad) |  |
help angle | (rad) |  |
angular position at the surface of a roll | (rad) |  |
normal stress | (Pa) |  |
max. general stress between of the rolls | (Pa) |  |
medium general stress by |
(Pa) | |
effective angle internal friction | (rad) |  |
effective angle external friction | (rad) |  |
between a tangent of the surface and the tangent of a main stress | (rad) |  |
material density | (kg.m-3) |  |
shoot density | (kg.m-3) |  |
compacting slip density | (kg.m-3) |
Co-author of this paper is Marián Peciar, Slovak University of Technology, Faculty of Mechanical Engineering, Námestie slobody 17, 812 31 Bratislava 1.


31. Máj, 2012 o 10:47
The article is very good insight for High prerssure grinding operation.
I wish to communcate with author for more details as per observations on running machines.
31. Máj, 2012 o 12:22
thanks..currently is problematics for roller compaction of powder compaction much better, so if you want, let me know and we can told about the details this area
05. Február, 2016 o 8:30
very good paper and useful for industrial people to predict the out come of product.
by the way. we have been using the dry roller compactor since 2 years to compact the Talc fine powder. Product which is produced by roller compacter is not dispersing in polymer. it means, very hard granules generation even at low pressures. what is the solution for it
12. December, 2016 o 18:49
I have done roller compaction at following parameters.
Roller gap 0,8mm , roller rpm 13 , hydraulic pressure 45 bar roller current 22, and vacuum pressure 550 mbar
Results would be , Intial bulk density 0.21 g/cc to compacted bulk density 0.5 achieved.
Problem is very hard granules production whichis nit dispersed in polymer compounding.
Plz helps us